



电极糊能耐高温,同时热膨胀系数小。具有比较小的电阻系数,可以降低电能的损失。具有较小的气孔率,可以使加热状态的电极氧化缓慢。有较高的机械强度,才不致因机械与电气负荷的影响电极折断。电流是通过电极输入炉内产生电弧进行冶炼,电极在整个电炉中是占有极其重要地位的,没有它,电炉就无法产生作用。
二、概况:
电极糊高度是指电极夹子上端到电极糊顶端的高度。如果电极糊过高,电极糊中粗细颗粒易出现分层现象,或者由于糊柱压力太大而胀坏电极筒,如果电极糊柱太低,则由于糊柱压力太小,填充性差,难以获得致密的电极。电极糊消耗过快。合适的电极糊柱高度,有利于提高电极焙烧的质量,减少消耗。若粒度太大,容易出现电极糊悬料故障;若粒度太小,容易造成喷糊现象。电极糊的烧结温度在300℃以下时,电极糊处于塑性状态,机械强度最低。经技术人员试验测算,此时抗压强度只有3--10MPa,几乎没有抗拉强度。矿热式电炉的电极糊软断事故往往在这个区间发生。海郅瀚公司是一家专业从事激光开发应用的公司,在激光应用领域有独到的优势,结合当前测量产品的局限性,推出激光原理的工业测量设备,解决了现场干扰多、恶劣环境下测量的难题,弥补了国内此领域的空白。
本套方案可以实现远程数据传输和现场显示;可以实时掌握糊面高度,便于实现自动化生产流程控制;
2.测控方案:
2.1激光物位计测量电极糊物位时,测控原理示意图如下图一示:
激光物位计装在电极顶壳顶部,测量激光束垂直或倾斜照电极糊柱底部,对糊柱中的物位进行实时测量,物位计将测量结果通过4-20mA电流环模拟输出或RS485 Modbus数字输出,经有线或无线方式,将结果实时传送给控制器、总控机房的PLC系统或DCS系统中。
可配HZH-200激光控制器可以设置上限报警,上上限报警,下限报警,下下限报警四个报警阈值,控制器根据设置阈值对物位进行实时判断,当物位触发相应阈值时,控制通过继电器输出开关量信号,对声光报警器或执行机构进行简单的逻辑控制以保证生产安全;
3.电极糊糊柱高度控制:
3.1、电极糊糊柱的高度常规控制在底环以上4500~5000mm之间,具体根据现场工艺要求调整。
3.2、糊柱高度测量方法:
(1) 巡检用测距仪测量糊柱到电极壳顶部的距离
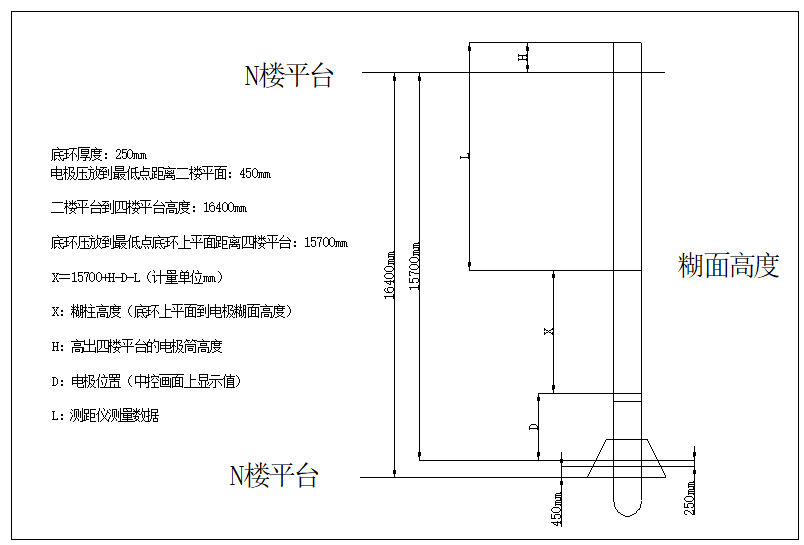
(2) 按以下公式计算出糊柱高度:
底环厚度:250mm
电极压放到最低点距离二楼平面:450mm
二楼平台到四楼平台高度:16400mm
底环压放到最低点底环上平面距离四楼平台:15700mm
X=15700+H-D-L(计量单位mm)
X:糊柱高度(底环上平面到电极糊面高度)
H:高出四楼平台的电极筒高度
D:电极位置(中控画面上显示值)
L:测距仪测量数据
(1) 电极糊糊柱高度每班测量两次,根据电极糊糊柱高度的测量结果进行电极糊的添加。
(2) 随时保证电极糊的糊柱高度在控制要求的范围之内,加糊完毕后通知中控加糊量并作好记录。
(3) 正常生产时,若两次测量前后的糊柱高度无变化或者变化很少时要考虑电极糊发生棚糊现象,视情况进行处理。
(4 ) 电极糊添加数量:根据测量糊柱高度,通知加糊工添加相应量电极糊,以保证糊柱高度。
电极调节方式
(1) 中控画面手动调节。
(2) 恒定电极电流,自动调节,自动调节由计算机进行。方式的调整和改变由现场或中控室进行。
(3) 电极调节途径,电极调节由升降油缸移动电极而实现。
(1) 电极工作长度的测量必须在电石炉停电后进行,用合适的钢钎测量。
(2) 根据前一次电极测量的长度,将钢钎以一定角度从测量孔插入,确定钢钎扎到电极上。
(3) 通过对讲机联系中控工提升正在测量的电极,测量人员不断地用钢钎短距离来回撞击电极,在撞击过程中如果钢钎突然扎空,必须立即通知中控工停止提升该相电极。
(4) 使用角度尺确定钢钎所测量的角度,通过该角度换算后的数据加上此时电极位置,即为电极工作长度。
5.电极位置的控制:
(1) 电极位置的控制是指避免因电极裸露过长引发电极硬断事故,造成料柱烧损,以及出炉困难所采取的操作方法。
(2) 当电极位置接近上、下极限时(通常情况下,上限值是1200mm、下限值是500mm),根据炉况,采取相应措施,如:负荷、电流、电压、炉料配比等调整。
(3) 电极深入炉料的合理长度为1100~1300mm。
电极糊柱自动测量,电极糊柱测量方法,电极糊柱激光测量,电石厂电极糊,电石厂电极糊柱测量,电石炉电极糊测量原理,电石炉电极糊自动测量,电石炉测量方案,电极糊测量指标
南京海郅翰智能科技有限公司
Copyright ©南京海郅翰智能科技有限公司 版权所有
电话:025-87193400 传真:025-52767544
 当前位置:
当前位置: